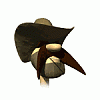
CaptainBeaky Posted October 28, 2016 Report Share Posted October 28, 2016 (edited) So, having stripped down the Higgins model 20 to see what horrors lay within, I discovered that the two little "ears" that locate the front of the trigger block had been broken off by a previous ham-fisted idiot, sorry, enthusiastic owner... This resulted in noticeable vertical movement of the trigger mechanism - disconcerting, if not actually dangerous. I had considered making up a spacer to lock the trigger block into the frame, but in a flush of inspiration it occurred to me to use metal repair putty... Cleaned the broken ends Drilled for supporting pegs Pegs fitted (1.6 mm welding rod) Putty applied Pegs shaped Polished down and reassembled No movement in the trigger mech, and the action is as slick as before Edited October 28, 2016 by CaptainBeaky Quote Link to comment Share on other sites More sharing options...
TIGHTCHOKE Posted October 29, 2016 Report Share Posted October 29, 2016 Wel done, surprised you didn't weld a couple of lumps on and file them down though. Quote Link to comment Share on other sites More sharing options...
CaptainBeaky Posted October 29, 2016 Author Report Share Posted October 29, 2016 I had considered that, but the metal is an unknown aluminium alloy, so I wasn't confident about welding into it (never fine ally welding before, either). As getting a replacement block is a near-impossibility, I thought this method was somewhat safer! Quote Link to comment Share on other sites More sharing options...
la bala Posted October 29, 2016 Report Share Posted October 29, 2016 An inventive fix, well done Quote Link to comment Share on other sites More sharing options...
CaptainBeaky Posted October 29, 2016 Author Report Share Posted October 29, 2016 Update after shooting it: After about 30 shots, the putty started to break up - it doesn't appear to be strong enough to support the protrusion required. Back to the drawing board! Quote Link to comment Share on other sites More sharing options...
CaptainBeaky Posted October 29, 2016 Author Report Share Posted October 29, 2016 I will maybe try making up a bridge with Dural - if that doesn't do it, I'll have to go down the welding route. Must be able to find someone who does ally welding! Quote Link to comment Share on other sites More sharing options...
snow white Posted October 29, 2016 Report Share Posted October 29, 2016 Hi a old trick we used when i was a sheet metal worker early 60 its was to put some sunlight soap on the ally when the soap turn black it was just on the melting point.a trick i picked up of me forman who worked for rolls royces in the 40 its. Quote Link to comment Share on other sites More sharing options...
ditchman Posted October 29, 2016 Report Share Posted October 29, 2016 go back to the drilling out for pegs bit......drill 2 of the biggest holes you can for the parent block...then make 2 big pegs...square them off roughly...then silver solder them in place and file down with a smooth file and emerypaper............? Quote Link to comment Share on other sites More sharing options...
CaptainBeaky Posted October 29, 2016 Author Report Share Posted October 29, 2016 go back to the drilling out for pegs bit......drill 2 of the biggest holes you can for the parent block...then make 2 big pegs...square them off roughly...then silver solder them in place and file down with a smooth file and emerypaper............? Good thought... Quote Link to comment Share on other sites More sharing options...
snow white Posted October 30, 2016 Report Share Posted October 30, 2016 Why not get square bar get it thread on one end.take out pegs you have put in tap hole to suit the thread on bar.screw bar in then filr it to the size you want. Quote Link to comment Share on other sites More sharing options...
impala59 Posted October 30, 2016 Report Share Posted October 30, 2016 I have had some success with aluminium brazing, it doesn't seem too vicious with the heat, a few demos on YouTube. Shame the putty was not the product it purported to be. One small point, was it the genuine blue magic as I believe that there are a few bogus qwiksteel products out there Quote Link to comment Share on other sites More sharing options...
CaptainBeaky Posted October 30, 2016 Author Report Share Posted October 30, 2016 How to tell if it is genuine? A combination of the above three suggestions looks viable: drill the centre of the peg it to a reasonable size, turn a round end onto a square bar to match said holes, file the square/round transition to match the angle of the break on the trigger block (see first photo), then silver solder or braze in place. Tbh, tig might be a better option if I can a. find the right rods and b. find something suitable to practice on. Just has to be very low current... Quote Link to comment Share on other sites More sharing options...
impala59 Posted October 30, 2016 Report Share Posted October 30, 2016 (edited) How to tell if it is genuine? I believe (but don't quote me) that a sealed blister pack with the 'Blue Magic' brand is genuine, others such as 'cargo' and 'winplus' brands are a bit suspect, China as point of origin is also a pointer. 'Qwiksteel, spelt various ways seems to vary wildly in price The 'ears' on my Squires Bingham are fortunately intact, although they do show some signs of abuse by previous owners. I hope you manage a solid repair, I must confess I was hoping that your putty attempt was going to be successful as I have a couple of repairs and mods to make, but I guess that if it seems too good to be true, then it probably isn't true. I imagine that this product is probably good for ornaments and the like, but working tools, equipment and machinery create many stresses and strains that pull and push in all directions and will always need a real metal repair Edited October 30, 2016 by impala59 Quote Link to comment Share on other sites More sharing options...
CaptainBeaky Posted October 30, 2016 Author Report Share Posted October 30, 2016 (edited) Yes, blister pack with the Bluemagic logo, so probably genuine, but as you say, but quite strong enough in shear for this application . Next thing to try, I think, will be building up the lugs with tig. Possibly with steel cores drilled in to add bending strength. Just need to get some ally rods and some practice first! Edited October 30, 2016 by CaptainBeaky Quote Link to comment Share on other sites More sharing options...
ditchman Posted October 31, 2016 Report Share Posted October 31, 2016 steel and ali dont mix...........with TIG...you need a zirconiated electrode for one and a thoriated electrode for the other.......drill it out and put a large oversize pegs in ..solder then file down to size... Quote Link to comment Share on other sites More sharing options...
figgy Posted October 31, 2016 Report Share Posted October 31, 2016 Drill and tap the holes to suit a machine bolt use threadlock fit bolts and then file down the bolt head to suit. Job jobbed and no messing trying to weld some unknown alloy. Quote Link to comment Share on other sites More sharing options...
CaptainBeaky Posted October 31, 2016 Author Report Share Posted October 31, 2016 (edited) The problem with drilling and pegging/threading is that the lug is right on the edge of the block, so once the hole is drilled and tapped, there is barely half a mm of material there to support the thread on the outer face. I'm beginning to see why the American guy that Mark mentioned in the Pump Club thread drilled and tapped the action body and put a cap head screw into each side! For building up the lugs with TIG, ceriated electrodes will work as well as zirconated - a.c. would be better, but DCEP should work over the tiny weld pool required. Thin peg and soldering a block on might be feasible, the problem is getting enough heat in to the solder joint without melting the rest of the block. Or I could just drill through and put a roll pin in. Interesting times... Edited October 31, 2016 by CaptainBeaky Quote Link to comment Share on other sites More sharing options...
CaptainBeaky Posted October 31, 2016 Author Report Share Posted October 31, 2016 Some great ideas here. Keep them coming, folks Quote Link to comment Share on other sites More sharing options...
ditchman Posted October 31, 2016 Report Share Posted October 31, 2016 (edited) even ordinary solder used to hold those pegs in has plenty of strenght........just heat it up slowly and evenly....dont use a lead free solder use a flux cored LEAD solder... as you and others have said...it might not be ali'....might be a magnesium alloy....so solder would proberly be better....get some temperature crayons...couple of blowlamps...and strip the block out completely..and just heat it up slowly.....tin the block peg holes when it gets to temperature and tin the pegs,,,and slide them in...then cool slowly..... really interested in how you choose to do this..... melting point of silver solder 450 deg.. melting point of aluminium...660 deg Edited October 31, 2016 by ditchman Quote Link to comment Share on other sites More sharing options...
John_R Posted November 5, 2016 Report Share Posted November 5, 2016 Seeing as you already drilled and fitted pegs, could you thread the pegs? Then wind on threaded blocks, use the putty to fill cracks and file the blocks to shape? Did you ever find that Baikal pin? Quote Link to comment Share on other sites More sharing options...
CaptainBeaky Posted November 5, 2016 Author Report Share Posted November 5, 2016 I asked the question at work, specifically with a couple of lads one of whom is a coded welder of 35 years experience, the other being a machinist/artificer. They both said, "Don't do tig, you'll blow a hole right through it!" Both, however, mentioned Technoweld, also marketed as Durafix. Low temperature brazing solution for aluminium - offers a way of breaking through the oxide film and making a proper joint - this looks fairly viable, so I've ordered a pack, and will do some trials on scrap bits when it arrives. Watch this space... John_R: Yes, I've drilled for pegs, but slightly inboard of the position of the ears, so putty would most likely have the same issue when built up onto a bolt head. Btw, it was Donkey who lost the retaining pin out of his MP153 - Don't know if he found it, bought another or got one made, but thanks for the kind thought Quote Link to comment Share on other sites More sharing options...
oldypigeonpopper Posted November 5, 2016 Report Share Posted November 5, 2016 go back to the drilling out for pegs bit......drill 2 of the biggest holes you can for the parent block...then make 2 big pegs...square them off roughly...then silver solder them in place and file down with a smooth file and emerypaper............? hello, have to agree with ditchman so good luck and hope you can get the shotgun working again for a few more years. Quote Link to comment Share on other sites More sharing options...
CaptainBeaky Posted November 5, 2016 Author Report Share Posted November 5, 2016 It works ok now - the trigger group just has a bit of vertical play! The problem with soldering or brazing ali is the oxide film that forms almost instantly on a cut surface - aluminium is actually very reactive, but forms a hard oxide layer very rapidly in air. Hence soldering a peg in may be a problem, whereas a butt or lap joint would work. Tig welding with a.c. gets around this as the electrode-positive part of the cycle blasts the oxide film off the surface (and heats up the tungsten more), while the electrode-negative part does most of the work heating up the job. I'll do some test joints first, then I'll make the call as to how to make the repair. Quote Link to comment Share on other sites More sharing options...
TIGHTCHOKE Posted November 5, 2016 Report Share Posted November 5, 2016 Looking forward to the tig weld fix Quote Link to comment Share on other sites More sharing options...
impala59 Posted November 6, 2016 Report Share Posted November 6, 2016 Came across this old repro manual you may enjoy. http://www.rockinguns.com/schematics/longgun-shotgun/j/Jchiggins%2020.pdf Quote Link to comment Share on other sites More sharing options...

Recommended Posts
Join the conversation
You can post now and register later. If you have an account, sign in now to post with your account.
Note: Your post will require moderator approval before it will be visible.